1、大曲原料粉碎度与成品酒产量的关系:

“清香型白酒质量的根本在大曲,大曲的质量关键在原料粉碎”。
除了制曲培养工艺掌握不当外,制曲原料粉碎度不合格是形成劣质大曲的主要工艺原因。
曲料过粗,影响吸水,曲醅压得不紧,表面不易上霉而形成干皮或曲醉升温过猛,水分散失过早,致使微生物在曲心生长不好、成品曲糖化力不高、发酵力不强、出酒率下降。
曲料过细,吸水量大,曲醅压得较紧,曲醅表面上霉迅速,霉衣较重,曲心水分不易蒸发,热量也不易散失,造成窝水、积热、形成黑心或软泥状,甚至酸臭变质,出酒率必然不高。
清香型大曲的原料粉碎要求达到皮粗面细。
即大麦和豌豆皮要粗,面要细,有皮有面。
即使曲醅有一定的空隙,增加透气性,又要使曲醅有足够的紧实度,黏结性,无大空隙,使大曲在培养过程中散热蒸发,保温保潮,达到恰到好处的程度。
粉碎的曲料以通过1mm筛孔的细粉占80%~82%为宜。
要使曲料达到上述皮粗面细的粉碎度要求,必须采用辊式磨面机,而不能使用锤式粉碎机粉碎。
因为锤式粉碎机粉碎曲料时,将面皮、麦粉全部打碎成细小颗粒,难以达到曲料的粉碎要求。
2、地缸、地温对发酵的影响
①、地缸对发酵的影响
盛装固态发酵糟醅的发酵容器的材质、大小和形状,对于白酒的香气组成成分和质量风格具有直接的影响,因而不同看型酒生产对发醉容器的工艺要求也不同。
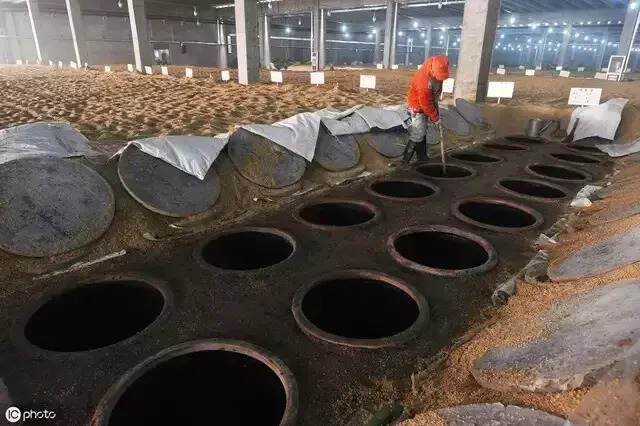
陶缸是清香型大曲酒采用的传统发酵容器,其大小观格大致为:缸口直径0.80~0.85m,缸底直径0.54~0.62m,缸高1.07~1.20m,总体积为0.43~0.46m3。
一般每缸盛装发酵原料高粱150kg左右。
在发酵室内将缸埋于地下泥土中,缸口与地面平齐。
缸与缸之间的距离为10~24cm(俗称地缸)。
曾经试验用砖砌水泥涂面发酵池及白色陶瓷板砌成的长方形发酵池进行清香型大曲酒的生产,结果产品质量均不如陶缸好。
地缸有新旧之别,在生产中,为了防止缸外土壤微生物对缸内酒醅发酵产生不良影响,保证产品质量,应尽量避免使用陈年老缸和破缸。
生产实践证实,将陈旧的破缸换成新缸发酵,优质品率即刻上升。
另外,研究结果表明花椒水对酒醅中的细菌并无杀菌及抑制作用,对霉菌和酵母菌也无促进作用,因而传统工艺中的花椒水洗缸步骤并无抑制有害菌、促进有益菌的作用。
②、地温对发酵的影响:
地缸容积小,缸内单位体积酒醅所占缸体的表面积大,与地下土壤之间的传热面积较大,因此缸外地温对缸内品温影响很大,不容忽视。
地温高则品温高,地温低则品温低。
利用水的二重性,以水降温,以水保温,通过调节地温来调节品温,从而控制缸内酒醅的发酵进程,提高成品酒的产量和质量是汾酒生产的特色之。
3、关于清香型白酒发酵过程中微生物的消长过程
在清香型大曲酒边糖化边发酵的过程中,主要糖化菌为犁头霉。
尽管犁头霉糖化力不高,但是在发酵前期其数量一直占有主导地位,而液化、糖化能力较高的曲霉和毛霉数量甚微。
另外,糖化力低、产酸能力强的红曲毒,由于其耐酸和耐酒精能力较强,在发酵过程中始终存在。
不过,在糖化发酵过程中,起糖化作用的主要是大曲中带入的酶,因而发酵过程中糖化菌类的生长并不重要。
入缸时,产酒能力极弱的拟内孢霉占据主导地位,数量最多。
随着发酵进行,产酒精能力最强的酵母菌属急速繁殖,成为汾酒酒醅中进行发酵产酒的主要菌。
此外还有一定产香(乙酸乙酯)和产酒精能力的汉逊酵母和假丝酵母。
在二酒醅中,乳酸菌在入缸时数量为多,在发酵过程中急速下降。
醋酸菌则在入缸后大量繁殖,3天后开始下降。
芽孢杆菌入缸后繁殖至第7天,随后急剧下降,这3种菌至出缸仍有存在。
这些细菌是主要的产酸菌,在生产工艺中需要控制得当。
4、大茬和二茬酒的质量差异
清香型大曲酒生产采用清蒸二次清工艺操作,造成大和二的入缸发酵配料条件不同,从而造成大酒和二酒质量上的差异。
大茬酒和二茬酒尝评后口感上的特点如下:
①、大茬酒:
清香突出,入口醇厚绵软回甜,爽口,回味较长,并具有一定的粮香味。
②、二茬酒:
清香但欠协调,常伴有少量的辅料味,人口较冲辣,后略带苦涩感,回味较长。
可见,大茬酒和二茬酒各具特色,经贮存后,可按不同品种的质量要求勾兑成成品酒。